In vielen Produktionen macht man sich wenig Gedanken über den Verschnitt, solange die Restgitter ‚gut‘ aussehen. Aber gerade hier werden oft imense Summen verschenkt.
Bestandsaufnahme
 Traditionell kaufen viele Blechbearbeiter Programmiersysteme, die mit den Maschinen angeboten oder empfohlen werden oder zum CAD/PPS-System passen. Dabei stehen meist Maschinenfunktionen, Automationsmöglichkeiten und Kosten im Vordergrund. Übersehen wird dabei gerne, dass schon bei 3-Schicht Betrieb meist in den ersten 12 Monaten mehr Geld für das Rohmaterial als für eine neue Maschine ausgegeben wird. Viele Fertigungen haben einen jährlichen Materialeinkauf im Millionenbereich. Im Gegenzug nähern sich die Stückzahlen bei lagerarmer oder gar lagerloser Fertigung immer mehr der Stückzahl eins. Die Konturen entfernen sich zunehmend vom ‚klassischen‘ Rechteck, welche heute fast nur noch bei Regalbauern in großer Stückzahl zu finden sind. Durch mehr Design und in der Konstruktion untergebrachte Funktionen in den Produkten werden Teile mit den unterschiedlichsten Konturen gefordert, die oft nur noch mit Laser- oder zumindest mit Kombimaschinen gefertigt werden können. Vor diesem Hintergrund macht es Sinn, mal etwas genauer über die Anordnung der Teile auf der Tafel nachzudenken. Hat früher der Programmierer anhand der Teileausmaße entschieden, welches Tafelformat am geeignetesten ist, so wird in vielen Fertigungen nur noch ein Tafelformat ins Lager gelegt und dann aufgelegt, wenn genügend Aufträge für dieses Material vorliegen. Wenn vorhanden, werden jetzt die automatischen Schachtler gestartet. Bei vielen Schachtelergebnissen kann man schon mit bloßem Auge erkennen, dass hier und da einfach zu viel Material verschenkt wird und Teile, die offensichtlich ineinander passen, wild gedreht werden. Wer Zeit hat greift dann doch zur Maus und verbringt teilweise Stunden um nachher ein paar Kilo Material zu sparen.
Traditionell kaufen viele Blechbearbeiter Programmiersysteme, die mit den Maschinen angeboten oder empfohlen werden oder zum CAD/PPS-System passen. Dabei stehen meist Maschinenfunktionen, Automationsmöglichkeiten und Kosten im Vordergrund. Übersehen wird dabei gerne, dass schon bei 3-Schicht Betrieb meist in den ersten 12 Monaten mehr Geld für das Rohmaterial als für eine neue Maschine ausgegeben wird. Viele Fertigungen haben einen jährlichen Materialeinkauf im Millionenbereich. Im Gegenzug nähern sich die Stückzahlen bei lagerarmer oder gar lagerloser Fertigung immer mehr der Stückzahl eins. Die Konturen entfernen sich zunehmend vom ‚klassischen‘ Rechteck, welche heute fast nur noch bei Regalbauern in großer Stückzahl zu finden sind. Durch mehr Design und in der Konstruktion untergebrachte Funktionen in den Produkten werden Teile mit den unterschiedlichsten Konturen gefordert, die oft nur noch mit Laser- oder zumindest mit Kombimaschinen gefertigt werden können. Vor diesem Hintergrund macht es Sinn, mal etwas genauer über die Anordnung der Teile auf der Tafel nachzudenken. Hat früher der Programmierer anhand der Teileausmaße entschieden, welches Tafelformat am geeignetesten ist, so wird in vielen Fertigungen nur noch ein Tafelformat ins Lager gelegt und dann aufgelegt, wenn genügend Aufträge für dieses Material vorliegen. Wenn vorhanden, werden jetzt die automatischen Schachtler gestartet. Bei vielen Schachtelergebnissen kann man schon mit bloßem Auge erkennen, dass hier und da einfach zu viel Material verschenkt wird und Teile, die offensichtlich ineinander passen, wild gedreht werden. Wer Zeit hat greift dann doch zur Maus und verbringt teilweise Stunden um nachher ein paar Kilo Material zu sparen.
 Moderne Programmiersysteme hingegen verfügen über Schachtelroutinen und Funktionen, die das Schachteln mit Maus gänzlich überflüssig machen und das Blech maximal ausnutzen. Damit solche Systeme richtig arbeiten können, müssen die Basisparameter stimmen und an die Schachtelroutinen übergeben werden können. So sollten die Teile die Informationen enthalten, ob neben den Winkellagen 0 und 180 (wenn Schliff oder Walzrichtung eingehalten werden müssen) noch weitere möglich sind. Ebenfalls sollte den Schachtelroutinen die Möglichkeit gegeben werden, die Teile zu spiegeln, falls dies für die Qualität nicht ausschlaggebend ist. Bei dickerem Material macht es Sinn, einzelne Kanten oder ganze Konturen für gemeinsame Trennschnitte freizugeben. Gemeinsame Trennschnitte führen zwar zu Macken an der Kontur, beim Wiedereinschalten des Strahls in eine vorgeschnittene Einkerbung, diese sind aber so gering, dass das, besonders bei dicken Materialien, meist weit unterhalb der Toleranz / geforderten Qualität liegt. Bezüglich des Rohmaterials sollte es möglich sein den Schachtlern verschiedene Tafelformate zur Verfügung zu stellen.
Moderne Programmiersysteme hingegen verfügen über Schachtelroutinen und Funktionen, die das Schachteln mit Maus gänzlich überflüssig machen und das Blech maximal ausnutzen. Damit solche Systeme richtig arbeiten können, müssen die Basisparameter stimmen und an die Schachtelroutinen übergeben werden können. So sollten die Teile die Informationen enthalten, ob neben den Winkellagen 0 und 180 (wenn Schliff oder Walzrichtung eingehalten werden müssen) noch weitere möglich sind. Ebenfalls sollte den Schachtelroutinen die Möglichkeit gegeben werden, die Teile zu spiegeln, falls dies für die Qualität nicht ausschlaggebend ist. Bei dickerem Material macht es Sinn, einzelne Kanten oder ganze Konturen für gemeinsame Trennschnitte freizugeben. Gemeinsame Trennschnitte führen zwar zu Macken an der Kontur, beim Wiedereinschalten des Strahls in eine vorgeschnittene Einkerbung, diese sind aber so gering, dass das, besonders bei dicken Materialien, meist weit unterhalb der Toleranz / geforderten Qualität liegt. Bezüglich des Rohmaterials sollte es möglich sein den Schachtlern verschiedene Tafelformate zur Verfügung zu stellen.
Schachteln
 Wenn alle Vorgaben da sind und die Auftragsliste vollständig ist, schlägt die Stunde der Hochleistungsschachtler. Viele herkömmliche Routinen laufen ein ’starres‘ Programm ab und geben je nach Rechnergeschwindigkeit nach einer bestimmten Zeit ein errechnetes Ergebnis aus. Moderne Hochleistungsschachtler arbeiten mit ‚dynamischen‘ Puzzleroutinen. Diese wechseln, in einer vom Programmierer vorgegebenen Zeit, ständig die Regeln und versuchen durch das Verschieben der Routinen noch bessere Ergebnisse zu erzielen. Dabei wird dann die volle Rechnerleistung genutzt und die Ergebnisse der einzelnen Schachtelungen werden intern ständig miteinander verglichen. Die Schachtler sollten dabei in der Lage sein in 1 Grad – Schritten (wenn keine Winkellagen vorgegeben sind) zu puzzeln, verschiedene Winkelrestriktionen berücksichtigen, Teilegruppen bilden, gemeinsame Trennschnitte legen, Teile spiegeln und Teileprioritäten beachten. Bei freigeschaltetem Zugriff auf den Lagerbestand sollten zudem (wenn im Lager vorhanden) verschiedene Tafelformate bezüglich Ihrer erzielbaren Blechnutzung verglichen werden. Am Ende der eingegebenen Zeit wird dann die Tafel mit der besten Blechnutzung zur Erzeugung des Nc-Textes genutzt.
Wenn alle Vorgaben da sind und die Auftragsliste vollständig ist, schlägt die Stunde der Hochleistungsschachtler. Viele herkömmliche Routinen laufen ein ’starres‘ Programm ab und geben je nach Rechnergeschwindigkeit nach einer bestimmten Zeit ein errechnetes Ergebnis aus. Moderne Hochleistungsschachtler arbeiten mit ‚dynamischen‘ Puzzleroutinen. Diese wechseln, in einer vom Programmierer vorgegebenen Zeit, ständig die Regeln und versuchen durch das Verschieben der Routinen noch bessere Ergebnisse zu erzielen. Dabei wird dann die volle Rechnerleistung genutzt und die Ergebnisse der einzelnen Schachtelungen werden intern ständig miteinander verglichen. Die Schachtler sollten dabei in der Lage sein in 1 Grad – Schritten (wenn keine Winkellagen vorgegeben sind) zu puzzeln, verschiedene Winkelrestriktionen berücksichtigen, Teilegruppen bilden, gemeinsame Trennschnitte legen, Teile spiegeln und Teileprioritäten beachten. Bei freigeschaltetem Zugriff auf den Lagerbestand sollten zudem (wenn im Lager vorhanden) verschiedene Tafelformate bezüglich Ihrer erzielbaren Blechnutzung verglichen werden. Am Ende der eingegebenen Zeit wird dann die Tafel mit der besten Blechnutzung zur Erzeugung des Nc-Textes genutzt.
Automation und einfache Bedienung
 Um die volle Kraft eines Schachtlers zu entfalten, sollte das System, in dem der Schachtler arbeitet, einfach in der Bedienung sein, denn die beste Funktion führt nur dann zum Ziel, wenn sie richtig eingesetzt wird. Oberste Priorität muss das Einhalten der Qualitätsvorgaben sein. Die Vorgaben können von Hand oder automatisch übermittelt werden. Hierbei sollte es möglich sein, die Geometrie mit allen begleitenden Parametern aus dem PPS-System oder direkt aus dem CAD zu übernehmen.
Um die volle Kraft eines Schachtlers zu entfalten, sollte das System, in dem der Schachtler arbeitet, einfach in der Bedienung sein, denn die beste Funktion führt nur dann zum Ziel, wenn sie richtig eingesetzt wird. Oberste Priorität muss das Einhalten der Qualitätsvorgaben sein. Die Vorgaben können von Hand oder automatisch übermittelt werden. Hierbei sollte es möglich sein, die Geometrie mit allen begleitenden Parametern aus dem PPS-System oder direkt aus dem CAD zu übernehmen.
Das Einsparpotential
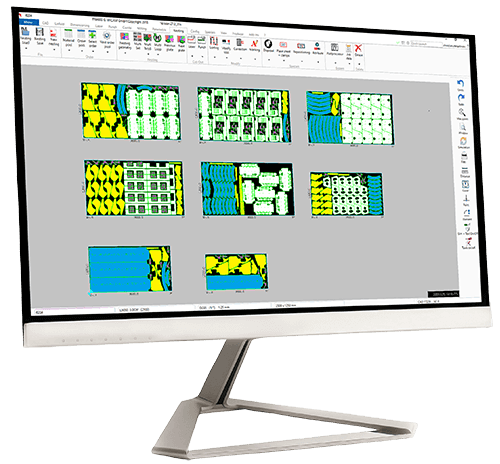
Je nach Teilespektrum und Auftrag hat der JETCAM Hochleistungsschachtler bei Vergleichsschachtelungen bis zu 13% Material gespart. Allerdings bezahlt sich die komplette Investition bereits ab einer durchschnittlichen Einsparung von nur 2% in den meisten Betrieben innerhalb von wenigen Monaten selbst. Und mit jeder Blechpreiserhöhung ein bisschen mehr …
HerzRobotics GmbH
Technik & Marketing
Sebastianstraße 38
53115 Bonn
Deutschland
Telefon: +49 228 76 38 9794
E-Mail: info@herzrobotics.com





 Biegesimulation | Individuelle Abzugswerte in Excel berechnen
Biegesimulation | Individuelle Abzugswerte in Excel berechnen


 70629 Stuttgart, Deutschland
70629 Stuttgart, Deutschland
